Talking about the establishment of quality control point of steel drum production
Talking about the establishment of quality control point of steel drum production
Yang Wenliang
There are a number of quality characteristics required for any process in the production process of steel drums. The degree of importance of these quality characteristics is not exactly the same for the performance of steel drum products. The leakage of the steel drum and the size of the ring are insufficient; the interchangeability of the sealer and the brightness of the outer paint film. The consequences of the former may be serious; the latter is a problem of external aesthetics. Under certain conditions, the user is still acceptable. Some of the accuracy and size of the barrels affect the processing and assembly of the next process, which affects the specified quality requirements, and some dimensions are "free size". Although the former must meet the requirements, the latter should also meet the requirements, but the latter does not have to be strictly required. The repair welding scar on a steel drum appears on the ring of the barrel or on the top surface of the barrel, which is unacceptable to the user. When it appears on a part that does not affect the use and appearance, and the size is small, it is obviously not necessary to give the same attention. Therefore, it is not necessary, and even impossible, to adopt the same management measures for each part of the steel drum product and for many important quality characteristics of each process. The quality control point is gradually formed according to the requirements for important control of important quality characteristics. The quality control point is a concrete manifestation of the basic principle of applying "key minority, minor majority" in quality management.
Within a certain period of time, under certain conditions, the steel drum production site adopts special management measures and methods for the quality characteristics, key parts, weak links, and leading factors that need to be controlled, and implements intensive management to make the process in good control. To ensure that the required quality requirements are met, this is the meaning of the quality control point.
First, the setting of steel drum production quality control points
Setting the quality control point is the object that determines the quality control point. The object of a quality control point may be a characteristic value of the product or the barrel of the process, such as the performance of the steel barrel material, the precision of the blanking part, the surface paint brightness of the steel drum, the adhesion of the paint film, etc. It can also be a key characteristic of a process or a main process condition, such as the amount of seam welding, the time and temperature of drying the film.
In general, the object of the quality control point is determined, and this work is mainly carried out during the product development, design and formulation process stages. The design or process department uses technology and economic analysis to classify and classify the importance of product quality characteristics and the severity of defects according to product quality requirements. Quality characteristics are generally divided into three categories:
1. Key characteristics means that failure or damage to this feature can result in personal injury or inability to achieve its intended use. For example, the weld seam of a steel drum and the airtightness of the seamed part should be of this type. If the steel drum is leaking, the leakage may pollute the environment, injure the human body, cause a fire or other accidents; at the same time, the steel drum loses its function of use because it cannot be used.
2. Important characteristics If the feature fails or is damaged, it may cause or affect the final product and will not meet the requirements of use; however, it will not endanger personal safety. For example, in the steel drum production process, the flange size of the barrel, the size of the welded lap, and the interchangeability of the closure are all included. Because this type of property is likely to cause leakage of the steel drum, it does not necessarily leak, but it plays a big role in whether the steel drum eventually leaks.
3. General characteristics All features except key features and important features. The severity of defects is generally divided into three levels: Class A - fatal defects; Class B - heavy defects; Class C - light defects. In the production of steel drums, some steel drums have a large area of ​​depression due to mechanical bumps and the like. Although this kind of defect does not cause leakage of the steel drum, it is generally difficult for the user to accept, so this is a fatal defect. However, the steel drum that has been repaired due to a failure has not affected its function, but the user is not willing to accept it when the welding is too large. Such defects are heavy defects. As for the defect that the paint film on the outer surface of the steel drum is not bright enough or the adhesion does not meet the requirements of the specified requirements, the user is generally not very picky, which is of course a light defect.
The characteristics requirements after classification and classification shall be clearly marked on the technical documents and drawings. This provides a technical basis for further implementation and implementation of quality control points at the steel drum manufacturing site.
Where to set the quality control point requires a comprehensive analysis of the quality characteristics of the steel drum and the various processes in the manufacturing process to determine. The following principles should generally be considered when setting up quality control points:
(1) Quality control points shall be set for key characteristics, key parts or important influencing factors that have serious influence on the applicability (performance, accuracy, life, reliability, safety, etc.) of the steel drum. Such as the beading characteristics of the steel drum, etc., because it may directly lead to leakage of the steel drum.
(2) There are strict requirements on the process, and quality control points should be set for the key quality characteristics and parts that have serious influence on the work of the next process. For example, the size of the flange of the barrel body, the width of the side of the top of the stamping barrel, etc. are included in this column because it directly affects the performance of the sealing quality.
(3) Quality control points should be established for projects with unstable quality and many non-conforming products. For example, some enterprises often have non-conforming products when they are welded to the barrel. In order to effectively control them, quality control points should be established here.
(4) Quality control points should be established for bad items that are important to user feedback. Generally depends on how the user's response is determined. If the user strongly reflects and is unacceptable, the quality control point should be established to give control, because the user is God i tight
How many quality control points should be set in the manufacturing process of a steel drum product, depending on the complexity of the product, the classification of the characteristics marked on the technical documents, and the requirements for defect classification. Quality control points can generally be divided into long-term and short-term. Key and important items for design and process requirements must be controlled in a long-term manner; and for process quality instability, non-conforming product or user feedback items, or because of material supply, production arrangements, etc. To set a short-term quality control point. When the implementation of the technical improvement project, the substitution of new materials, and the standardization of control facilities are validated after a period of time, they can be undone and transferred to general quality control. If the key characteristics, key parts and important factors of a steel drum product are set with quality control points and are effectively controlled, the qualification rate of this steel drum is guaranteed. At the same time, the quality control point can also collect a large amount of useful data and information to provide a basis for quality improvement. Therefore, setting quality control points and strengthening process management is the basic link for barrel companies to establish production site quality subsystems.
Second, the implementation and implementation of quality control points
The implementation of the quality control point is based on the classification and classification specified in the technical documents, combined with the specific conditions and technical requirements of the production process, using the causal map and other methods to analyze the main factors, level by level (can be expanded twice, three times or more) Until countermeasures can be taken, then control measures are established and the control items and allowable limits of these main factors are specified. As for the implementation of quality control points, it is essentially the key process control.
According to the concept of quality control points and the principle of setting, the implementation of quality control points generally has the following steps:
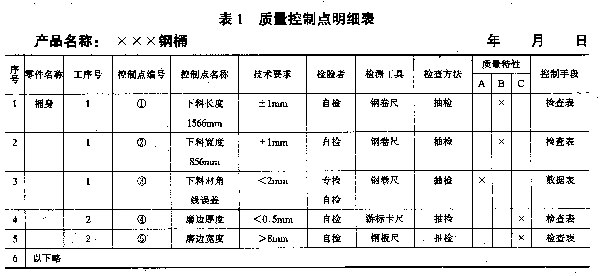
(1) Determine the quality control points and compile a list of quality control points (see Table 1). The process technology department determines the quality control points to be established in the product manufacturing process according to the quality characteristics of the product design and process requirements, as well as the quality classification of the defects and the quality problems in the process.
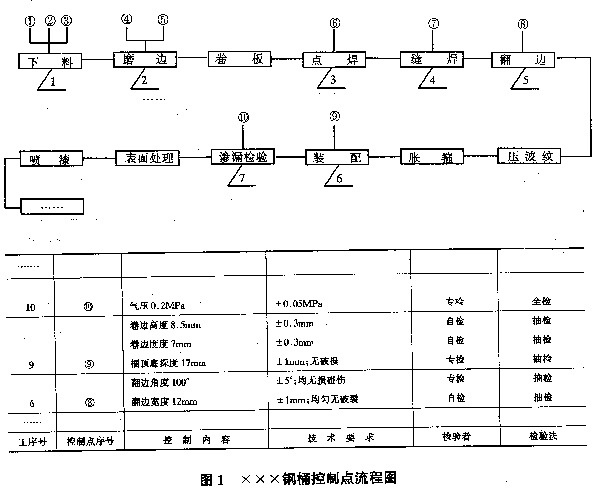
(2) The process and technical department is responsible for designing and drawing the “process quality control point flow chart†(Fig. 1), and clearly indicating the process, quality characteristics, quality requirements, inspection methods, measurement tools, control methods, and The control means (chart) used, etc.
(3) The process and technical departments organize the relevant workshop technicians to conduct process analysis and find out the leading factors that affect the quality characteristics of the process.
Process analysis is to analyze, test and investigate the process to establish control points, find out the dominant factors that affect the quality characteristics of the process, and then develop standards to effectively control the dominant elements. The order of process analysis is:
1 to determine the quality characteristics, key parts or weak links of the control points to be determined, and to investigate and verify the responsible departments and personnel;
2 Master the status quo of the control points and clearly improve the objectives;
3 Apply causal maps, system diagrams, related diagrams and other methods to conduct specific analysis;
4 Develop a test plan and countermeasure plan (to determine the draft control standard);
5 test or pilot program to find out the relationship between quality characteristics and influencing factors, and review and confirm its effects;
6 Determine control criteria and rules, etc.
(4) According to the results of the process analysis, the process technology department prepares the “process quality tableâ€, which stipulates a clear control scope and related control requirements for each leading factor affecting the quality characteristics.
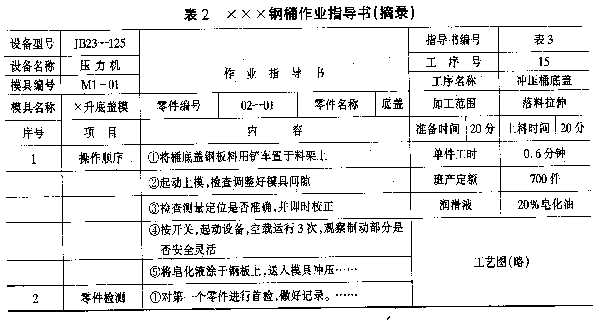
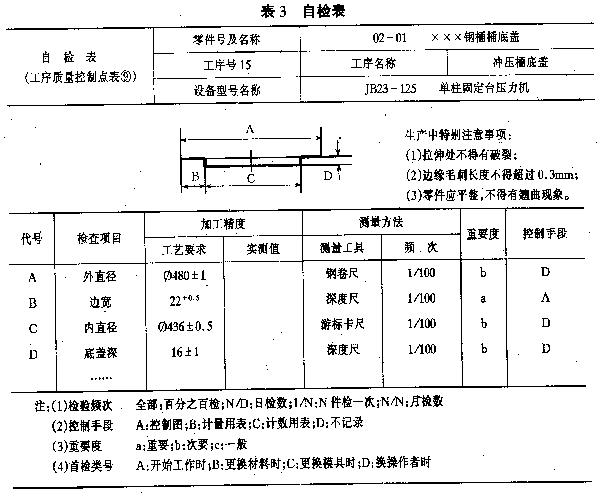
(5) The process department is responsible for the preparation of the control points (or process operation cards) and self-test tables (such as Tables 2 and 3).
(6) The equipment, tools, inspection and other departments shall, in accordance with the influencing factors of the process and the quality table, control the preparation of the “equipment, tooling inspection card and measuring instrument weekly inspection cardâ€.
(7) Drafting “Management Methods and Process Management System for Quality Control Points†by the process and technical departments, and incorporating them into the “Quality Responsibility System†of the enterprise, and linking it with rewards and punishments, organized and implemented by the production workshop and relevant departments.
(8) Organize relevant personnel from the production workshop, inspection and other relevant departments to learn and master the requirements of the relevant control points documents and rules and regulations.
(9) The quality management department organizes and coordinates the implementation conditions required by the relevant departments to provide control points, such as supplementary measurements. Tools, workstations, application charts, staffing, and organizational equalization.
(10) The production workshop organizes personnel to pre-accept the control points.
(11) The quality management department will organize the relevant personnel to formally accept the quality control points in conjunction with the process and technical departments, and give the qualified marks to the quality control points that meet the specified requirements and achieve the expected control objectives.
Third, the duties of personnel in the quality control point
(1) The duties of the operator in the quality control point
1 Learn the basic knowledge of quality management, master the statistical methods and charts commonly used in this position, and consciously implement, manage the quality responsibility system and the quality control point management system.
2 Clearly grasp the quality requirements and testing methods of the quality control points of this process.
3 In strict accordance with the operation instructions (or process card), self-checking table and other technical documents for operation and inspection, with excellent work quality to ensure the quality of the product.
4 Understand the leading factors among the five factors affecting quality indicated in the process quality table, and control according to regulations. .
5 Fill in the data record form and use the statistical methods correctly, so that the data is correct, true, and the chart is clear and tidy.
6 Abnormalities are found in production. For example, when the points on the control chart go beyond the control limit or the arranged defects, the cause should be analyzed immediately, corrective measures should be taken, and if necessary, report to the monitor, technician or workshop leader.
(2) The duties of the inspector in the quality control point
1 Learn the basics of quality management, master the settings of quality control points and related requirements.
2 The process of quality control points is the focus of inspection. The relevant technical documents of the quality control points should be inspected and assisted by the operators, and the cooperation should be closely cooperated to eliminate illegal operations; and records should be made.
3 During the inspection, the quality characteristics of the quality control points and the main factors affecting the quality characteristics should be checked. When problems are found, the operators should be assisted in analyzing the causes in time to help solve the problem.
4 should be familiar with the quality requirements of quality control points and testing, test methods, etc., and should be tested according to the "inspection guide."
5 Familiar with the charts, methods and functions used by the quality control points, and check the operator's records and checkpoints by sampling.
6 Do a good job self-inspection record for the operator, and calculate the self-test rate and self-test accuracy rate, and publish and report on a monthly basis.
Pet Food,Nutritious Pet Food,Fresh Pet Food,Pet Food Dog Snacks
DongGuan Lucky Pet Products Co., Ltd. , https://www.dgpetproducts.com